Many THANKS to our NEWEST and CONTINUED "Partners in Safety" for all their support!
Line Break gone bad (Hydrate)
The following incident is a precautionary example of the potential hazards of improperly depressurizing piping to remove a hydrate. During production operations, a control room operator observed a decrease in gas lift pressure supplied through a pipeline to a remote well location. The control room operator notified the onboard platform operators of the pressure drop and the possibility of a hydrate forming inside the 3-inch gas lift piping. The control room operator and platform operators planned to isolate and bleed the pressure to remove the possible hydrate. The control room operator from his station closed the pipeline shutdown valve (SDV) upstream of the manual flow control valve. Additionally, the platform operators physically closed the manual isolation valve upstream of the SDV, assumed the hydrate location, and departed the pipeline. The platform operators then started to relieve the pressure downstream of the hydrate location to atmospheric pressure without properly isolating the pipeline from the bleed point through a ball valve assembly attached to the 3-inch gas lift piping. The ball valve assembly consisted of a threadolet, threaded steel pipe nipples, two 1-inch ball valves inline, and a 90-degree elbow that pointed upward. With approximately 900 psi trapped behind the valve, the assembly separated from the threadless, striking one of the platform operators under the left armpit area, and causing bruising and swelling. The injured offshore worker was sent for medical treatment and was later released to full duty. The valve assembly could not be found and is suspected to have fallen overboard after striking the worker. Read more ... Add new comment
Ever wonder how we can measure "management's leadership in safety"?
One of the finest men I ever worked for, Jim Krumholz, taught me this trick in 1999! Manager MUST attend the "safety training" their employees attend! Even if this manager would never participate in an entry into PRCS, perform HW, or even participate in a lockout, they need to understand the expectations of their team members and how safety integrates with their team's daily activities. They need to understand the REQUIREMENTS of these safety programs so that when they are out and about their Unit/Department and they come across these safety activities, they can IDENTIFY any deviations and INTERVENE at that moment (as this is their EXPECTATION). Imagine a manager walking by unsafe act(s) and never recognizing the deviation; they just validated that hazardous act/condition and may have never intended to. So, if your management team does not participate in safety training, they cannot "own the safety process/SMS." Lack of Quality Control (QC) regarding "diesel test fuel" leads to fatal explosion ($680,000)
On January 13, 2022, workers inside the company’s fabrication shop performed a "wet test" on a newly built tank truck to check for leakage. This entailed running diesel test fuel through different tank compartments and other truck components. This was a routine operation at the workplace. Workers knew never to use gasoline, and the company had a standard operating procedure that prohibited gasoline or any tanker truck containing gasoline from entering the fabrication shop. The diesel test fuel was stored in a tank outdoors. An Ontario Fire Marshall investigation found that the gasoline involved in the explosion resulted from the use of CONTAMINATED diesel test fuel in the "wet test." Operating above the solution's Flash Point
I have written several articles on the topic of when we store our flammable liquids BELOW their flash points with the aid of refrigeration and how that makes our "refrigeration/chiller" a critical utility if we wish to take credit for storing the flammable below its FP. I have also discussed processing a Class IIIB/Cat 4 flammable liquid within 30 degrees of its FP. However, this article is about a "utility process" used for heating a process, and the heat transfer fluid (HTF) is heated above its FP. This process and analyzing its hazards can be tricky. When we look at the Safety Data Sheets and the Technical Datasheets, these fluids are almost always listed as "Non-Flammable" as their FPs are well over 200F. So at standard temperature and pressure (i.e., 68°F and 14.7 psi), the solution is indeed NOT flammable; however, we will be heating the solution to above its FP. This is a recognized hazard by OSHA, Insurance Providers, and NFPA; which insurance and NFPA 30 provide the user(s) some excellent DESIGN features to help PREVENT a LOPC event and PROTECTION and MITIGATION layers when the LOPC event occurs. First and foremost, codes and standards manage these hazards by setting a tolerance against operating up to 30 degrees within the solutions FP. How do you define the scope of "Authorized Employees"
How does your facility manage its authorized employees, and how does it go about "training" them to become "authorized employees"? For example, can any authorized employee lock out any machine/equipment in the facility, or is the program management MORE specific? Scenario:
Guarding comes BEFORE LOTO
Guarding is for the OPERATIONAL safety of the machine/equipment and, if not done well, poses a big, if not bigger, risk to the workers running the machine/equipment. We routinely encounter serious guarding issues while helping clients with their LOTO efforts, and we are almost always told, "Thanks, but we just want help with LOTO." Controlling hazardous energy sources (e.g., LOTO) during maintenance and servicing is just as critical but entirely different from guarding. Just look at the scope/application of OSHA's 1910.147: (emphasis by me) World’s largest automotive supplier, 10 LOTO instance-by-instance citations
An Ohio subsidiary of one of the world’s largest automotive suppliers could have prevented a 26-year-old employee in Franklin from being fatally crushed in October 2023 if the company had provided proper machine guarding. OSHA responded after being informed of the incident and learned the worker, on the job for about a year, was placing cardboard under a machine that bends vehicle exhaust pipes when the incident happened. OSHA issued 10 instance-by-instance citations after finding the company did not properly train employees — including temporary workers under the company’s control — in lockout/tagout procedures. OSHA also issued a machine guarding violation. Investigators determined the employer failed to include detailed steps for lockout/tagout procedures, test its safety procedures annually and guard machines adequately. Based on these alleged violations, the company exposed machine operators to struck-by and caught-between hazards. In 2022, the agency cited the company for similar violations at the same location. The company faces $314,555 in proposed OSHA penalties for its recent infractions. The International Fire Code is an EXCELLENT resource
Are you tired of playing the OSHA Compliance game that requires us to "comply" with standards that are 50 years old? The International Fire Code (IFC) is an excellent resource for taking your hazardous materials handling systems/processes to the next level. The IFC is used or adopted in 42 states, including the District of Columbia, Guam, Puerto Rico, and the U.S. Virgin Islands. This means that most states can enforce the code requirements but rarely do. But this is NOT about complying to make the government happy! It is about advancing our level of safety through enhanced ENGINEERING CONTROLS and DESIGN for our hazardous materials systems and the safety systems we rely on when we have an incident. I have believed in this Code since the start of my career when I worked in a state that enforced its Fire/HAZMAT code, and we got regular inspections by the Authority Having Jurisdiction (AHJ). Hence, I have written or referenced the IFC in over 500 articles on SAFTENG. The ICC offers FREE Access to their codes: CLICK HERE SAFTENG Members can download my training presentations on some of the requirements from this code. Get to know your STKY chemicals (Asphyxiants)
There are two (2) types of Asphyxiants:
These different types of asphyxiants behave differently and cause harm differently. Get to know your STKY chemicals (Cl2)
Chlorine is EXTREMELY HAZARDOUS, with an IDLH of 10 ppm and a TLV of 0.5 ppm (just above the odor threshold for most). Chlorine is heavier than air (VD > 2.5), and when released, it forms a greenish-yellow gas with a pungent, irritating odor that follows the terrain at ground level. The mean odor threshold for chlorine lies between 0.2 and 0.4 ppm. Chlorine is a NON-FLAMMABLE gas; however, it is a powerful oxidizing agent, reacting explosively or forming explosive compounds or mixtures with many common chemicals. Chlorine immediately reacts with both organic and inorganic materials it comes into contact with to form chlorides. The primary route of exposure is INHALATION. Chlorine is very volatile, with a Boiling Point of -29°F. So, although it is shipped as a liquidfied gas under pressure, once the primary containment is breached, it will quickly become a GAS. The Vapor Pressure of Cl2 is 6,450 mm hg @ STP. Remember, BP and VP have inverse relationships. As BP goes down, VP goes up, and vice versa. An excellent standard to follow is that water at STP has a VP of 25 mm hg and a BP of 212°F. Cl2 is the opposite: High VP (6,450 mm hg) and Low BP (-29°F).
|
Partner Organizations I am proud to announce that The Chlorine Institute and SAFTENG have extended our"Partners in Safety" agreement for another year (2024) CI Members, send me an e-mail to request your FREE SAFTENG membership
Member Associations
|
|||||||||||||||||||||||||||||||||
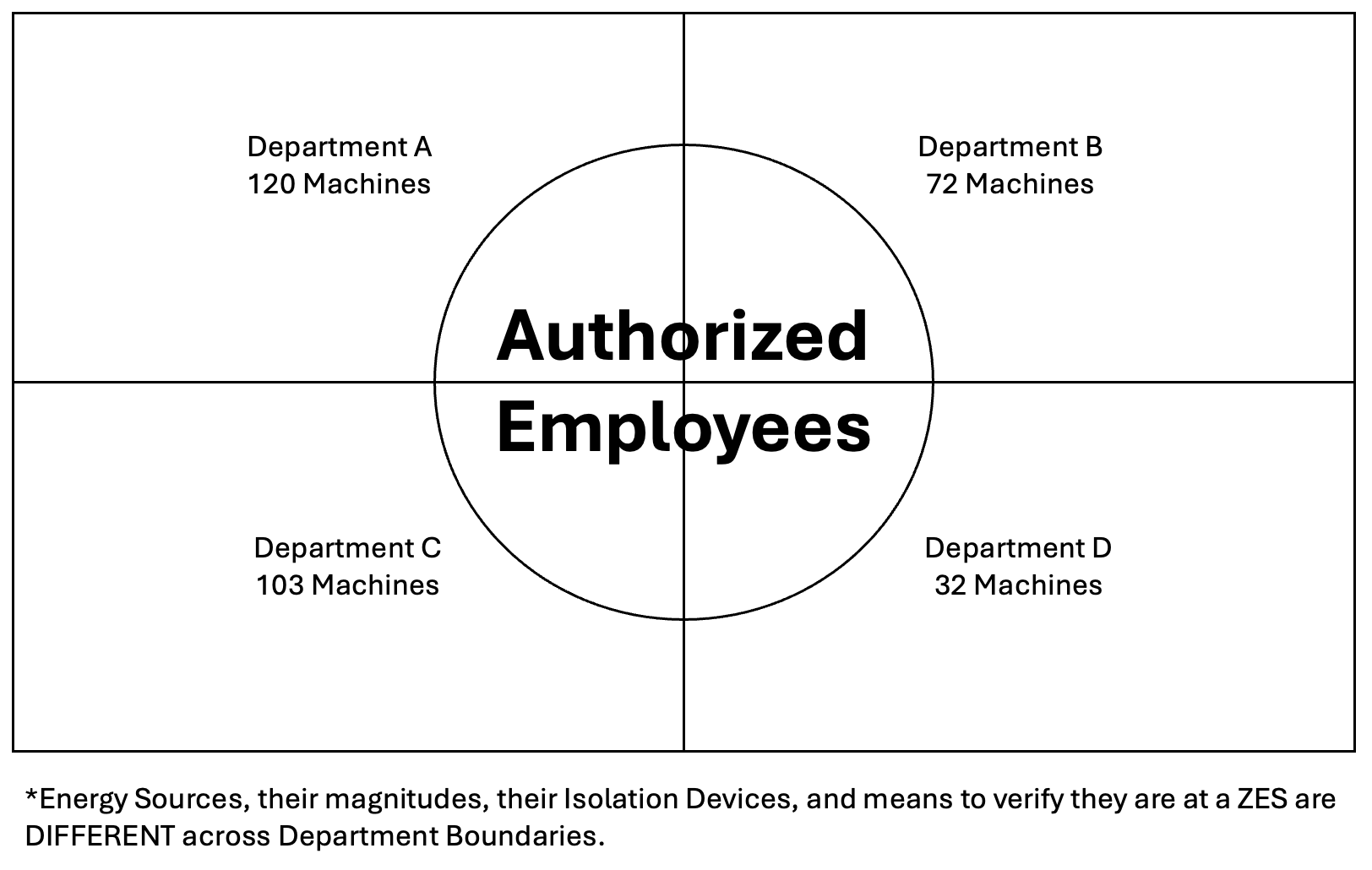 Managing our LOTO program requires considerable resources, and it requires a team approach! However, we see many failed attempts to control hazards through a facility's LOTO program. One of the most common failures is how "authorized employees" are defined in terms of the skills they are trained on. Which Rabbit Hole you choose to go down and how far you go down depends on the payback we get from our efforts.
Managing our LOTO program requires considerable resources, and it requires a team approach! However, we see many failed attempts to control hazards through a facility's LOTO program. One of the most common failures is how "authorized employees" are defined in terms of the skills they are trained on. Which Rabbit Hole you choose to go down and how far you go down depends on the payback we get from our efforts. 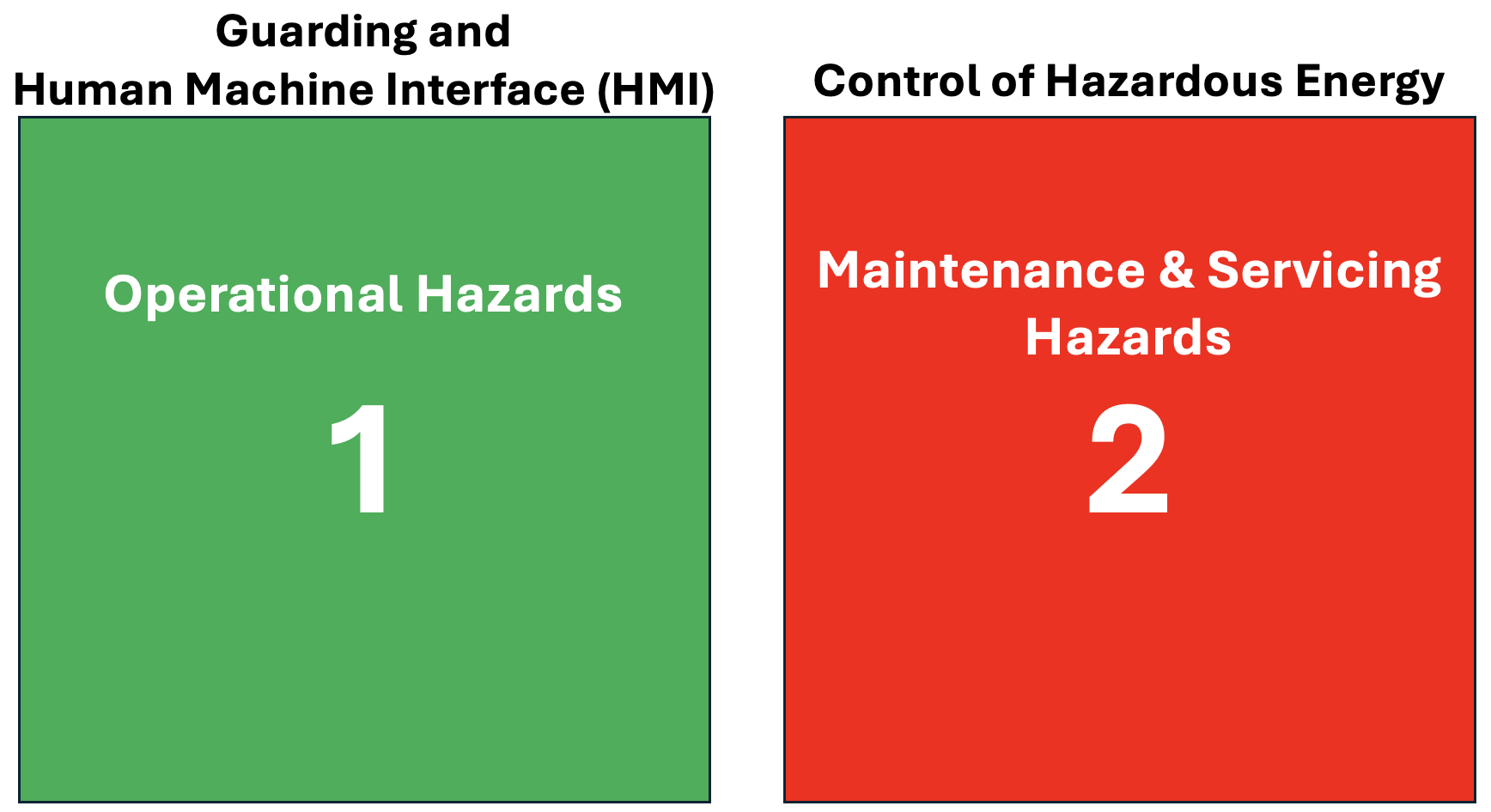 I put this image together for a friend struggling to demonstrate to their management that we can not discuss LOTO until Machine Guarding is in place. These two topics go hand in hand and trust me; if there are guarding issues, those hazards will be compounded when we attempt to frame up the LOTO program.
I put this image together for a friend struggling to demonstrate to their management that we can not discuss LOTO until Machine Guarding is in place. These two topics go hand in hand and trust me; if there are guarding issues, those hazards will be compounded when we attempt to frame up the LOTO program.