

NIOSH has released its Fire Fighter Fatality Investigation report regarding the Maine Lumber Mill COM DUST explosion. Lots of learnings in this report.
Fire origin and explosion cause
The State Fire Marshal’s Office and Bureau of Alcohol, Tobacco, Firearms and Explosives (ATF) cause-and-origin preliminary investigation classified the fire as accidental. It indicated that the area of origin was...
Read More

I almost never write about construction safety matters as I do not practice in that safety arena. But lighting crosses all industrial sectors, and this effort by OSHA to recind the Construction Lighting standard(s): 1926.26 and 1926.56 is very puzzling to me.
29 CFR 1926.26 requires construction areas, aisles, stairs, ramps, runways, corridors, offices, shops, and storage areas where work is in...
Read More
A coalition of 75 major industry organizations (led by the American Chemistry Council) submitted a joint petition to OSHA, the EPA, and the Office of Management and Budget (OMB).
The Goal is to establish a single, unified federal chemical safety standard to eliminate conflicting regulatory requirements between OSHA standards and the EPA’s Toxic Substances Control Act (TSCA) framework at processing...
Read More
The CSB examines two (2) high-consequence incidents in 2025 that were caused by workers mistakenly disassembling the wrong equipment.
…
HomeRead More »
Read More
The development of the 2027 edition is currently underway, with several proposals aimed at industrial operations and complex facilities:
…
HomeRead More »
Read More
The 2024 IBC and IFC now require CO alarms or detection systems for all types of occupancies. Previously, the focus was only on residential and schools.
…
HomeRead More »
Read More

Chemical Process Safety (PSM/RMP)
Hazardous Materials
Lockout Tagout
Lockout/Tagout Accidents (includes Machine Guarding)
OSHA Compliance
In July 2012, a 64-year-old maintenance mechanic at an aluminum foil processing facility died after being exposed to an approximately 180-degree Fahrenheit solution of boric acid and water while trying to remove a recirculation pump from its housing. The pump was part of a boric acid evaporation system. The system took several days to completely cool through draining and flushing before it was safe...
Read More

On August 19, 2019, at approximately 3:00 p.m., a 67-year-old male water truck operator, working as a seasonal employee, sustained severe head injuries when a pressurized water hose burst and he was knocked to the ground. He died two days later from his injury.
The victim’s employer was a cooperative of almond growers that provided hulling and shelling services to grower members. The cooperative...
Read More
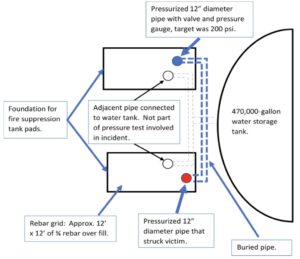
I have written a lot about the hazards of “pressure testing” piping, and in all of those posts I have stated how much “safer” Hydrostatic Testing is, compared to pneumatic testing. But this fatal accident shows us that even hydrostatic testing comes with fatal risks.
During a hydrostatic pressure test of a fire suppression system, a subcontracting pipefitter, 49, was struck...
Read More

The AT&T Standard Section 620-140-501 (often referred to as Bell System Practice, or BSP, 620-140-501), published in June 1976, is a foundational safety document for the telecommunications industry. It outlines the strict procedures for testing, purging, and ventilating manholes and other confined spaces before and during employee entry. Because telecommunications workers frequently operate in...
Read More
I have a 10,000-gallon storage tank that I need to ventilate with forced-air ventilation. My program states I need to achieve at least 7 air changes per hour. What CFM blower do I need to achieve this?
This is the question I asked Google Gemini 3.1 Pro, and I’ll be damned, it was SPOT ON!
…
HomeRead More »
Read More
Bear with me on this, as I know this is getting deeper than most think about Respiratory Protection. But the vast majority of the people I train and fit test are personnel who enter/work in IDLH environments, so I get very picky about my RP practices.
OSHA’s long-standing Fit Test Procedures in Mandatory Appendix A state:
13. The fit test shall be performed while the test subject is wearing...
Read More