What am I saying when I sign-off on the first line of my PSSR? (Piping)
Most PSSR forms we encounter simply regurgitate OSHA's 1910.119(i)(2). If the user is thoroughly knowledgeable of what each of these four (4) line items entails, we may be able to execute the PSSR appropriately. Let's look at these four line items, especially the first line.
This single line item, (i)(2)(i), INCLUDES a ton of responsibility, as well as documents/data, to embrace what it is attempting to achieve fully. This line item covers EVERYTHING (physical object) the HHC/EHS touches; however, I will discuss only how it impacts PSM/RMP piping in this article. We see a lot of PSSR in our travels, and almost all of them will have this line item signed off as completed; however, when we ask for piping installation records, we get the "deer in the headlights" look. Here is what a facility should have to sign off on this single PSSR line item properly: Membership Content
ASME B31 Examination vs. Inspection
The two (2) terms sound similar and will conjure up similar images when we hear them, but they are used in the ASME B31 piping standards in very different ways and apply to different groups. To state it very simply, the EXAMINATION is what the owner/operator does to pass the INSPECTION, which is what the Authority Having Jurisdiction (AHJ) does. In summary
Examination applies to quality control functions performed by the manufacturer (for components only), fabricator, or erector. Reference in this Code to an examiner It is the owner’s responsibility, exercised through the owner’s Inspector, to verify that all required EXAMINATIONS and TESTING have been completed and to inspect the piping to the extent necessary to be satisfied that it conforms to all applicable EXAMINATION requirements of the Code and of the engineering design. For many of you managing a PSM/RMP covered process, the actual work/requirements of B31.3 are inside the "examination bubble," which is where the heart and soul of the Quality Assurance measures come to life, such as: Safety Thought of the Week... Employee Engagement
The business benefits to be obtained from employee engagement are huge. Studies have shown that (a) where employee engagement was low, companies had 62% more safety incidents (Harter, Schmidt, Killham, & Asplund, 2006); and (b) where employee engagement was high, engaged employees were five times less likely to experience a safety incident, and seven times less likely to have a lost-time safety incident (Lockwood, 2007) than non-engaged employees. Employee engagement is an approach designed to help ensure employees are committed to an entity’s goals and values while motivating people to contribute to that entity’s success. Such entities tend to possess a strong and genuine value for workforce involvement, with clear evidence of a ‘just and fair’ culture (Reason, 1997) based on mutual respect between the entire management structure and the workforce. The key aspect is ensuring an understanding by all concerned that engagement means two-way dialogues that lead to joint decision-making about the best way forward while also acting together to make things happen:
Source: Safety Cultures, Safety Models, Taking Stock and Moving Forward, 2018, Claude Gilbert, Benoît Journé, Hervé Laroche, Corinne Bieder Corroded internal tube in Heat Exchanger leads to NH3 release
The failure of the exchanger was internal between the ammonia hot gas side and the calcium chloride liquid brine side. This caused ammonia gas to escape, be absorbed by the brine side, and escape out of an open-to-atmosphere expansion tank. The heat exchanger was isolated and stopped the flow of ammonia gas over to the brine side, and as a result, there was no underfloor brine heating available to the ice rinks affected as the pump was locked out and isolated. The heat exchanger failure was caused by an internal tube failure due to corrosion caused by a failure to maintain brine chemical and system levels, which allowed oxygen to attack metal internal surfaces. Internal corrosion caused by the lack of brine system maintenance is the most likely cause of the failure.
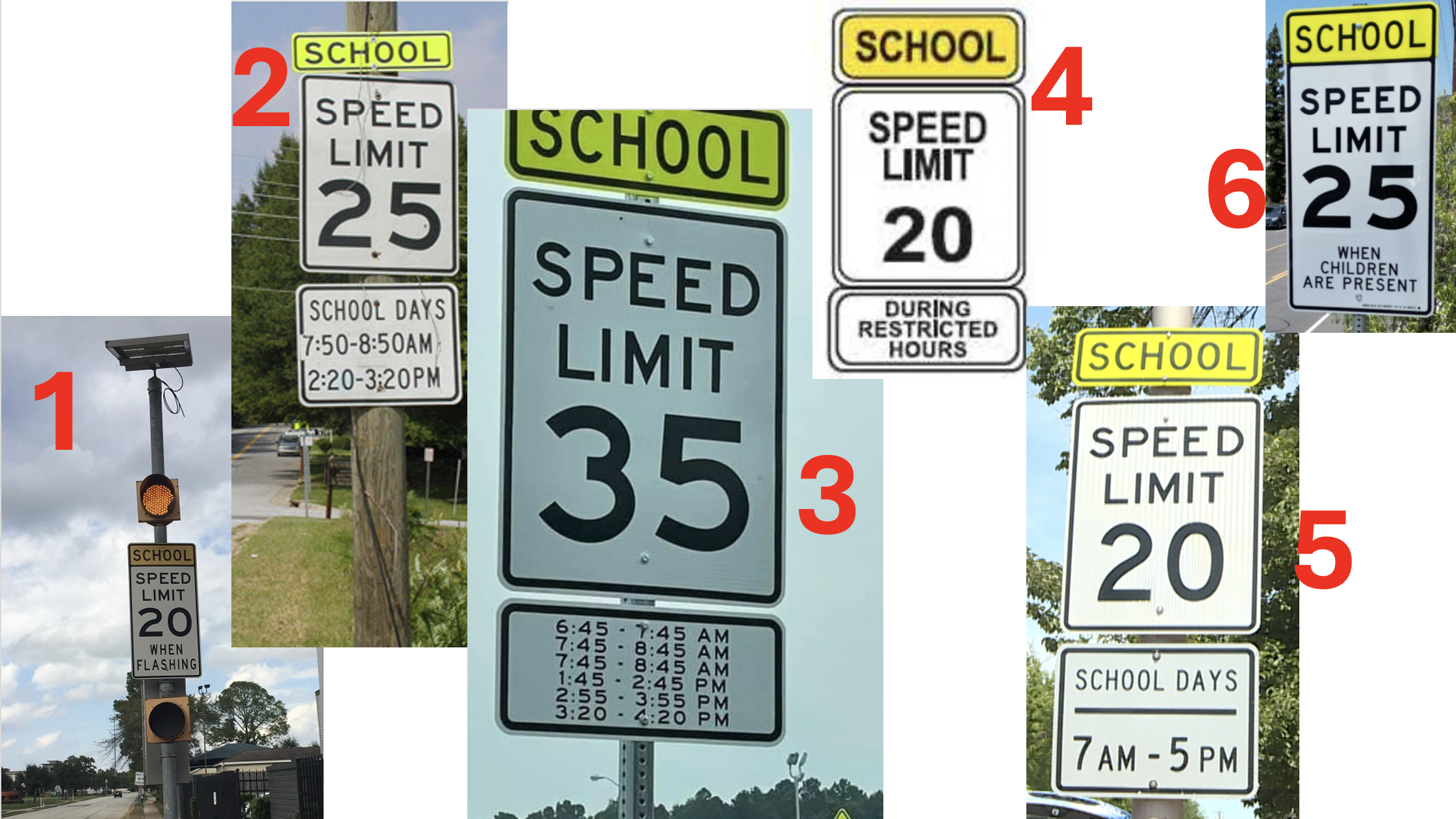
CLICK HERE for the full report Which speed control sign is most effective, and which would be the least effective?
Let's have a little fun while we challenge your knowledge of human factors. Which speed control sign is most effective, and which would be the least effective?
NOTE: If you have attended one of my safety training courses where I use this in the HF training, don't ruin it for others
 |
Partner Organizations I am proud to announce that The Chlorine Institute and SAFTENG have extended our"Partners in Safety" agreement for another year (2024) CI Members, send me an e-mail to request your FREE SAFTENG membership
Member Associations
|
 An internal failure of a heat exchanger caused ammonia gas to leak through and absorb into the circulating liquid brine for the underfloor loop. The ammonia within the liquid brine spilled out of the expansion tank, pooling within an open sump in the mechanical room. The heat exchanger needed to be replaced as it was not repairable.
An internal failure of a heat exchanger caused ammonia gas to leak through and absorb into the circulating liquid brine for the underfloor loop. The ammonia within the liquid brine spilled out of the expansion tank, pooling within an open sump in the mechanical room. The heat exchanger needed to be replaced as it was not repairable.